




Industries
FOOD CONVEYORS
Ideal Conveyor Solutions for the Food Industry

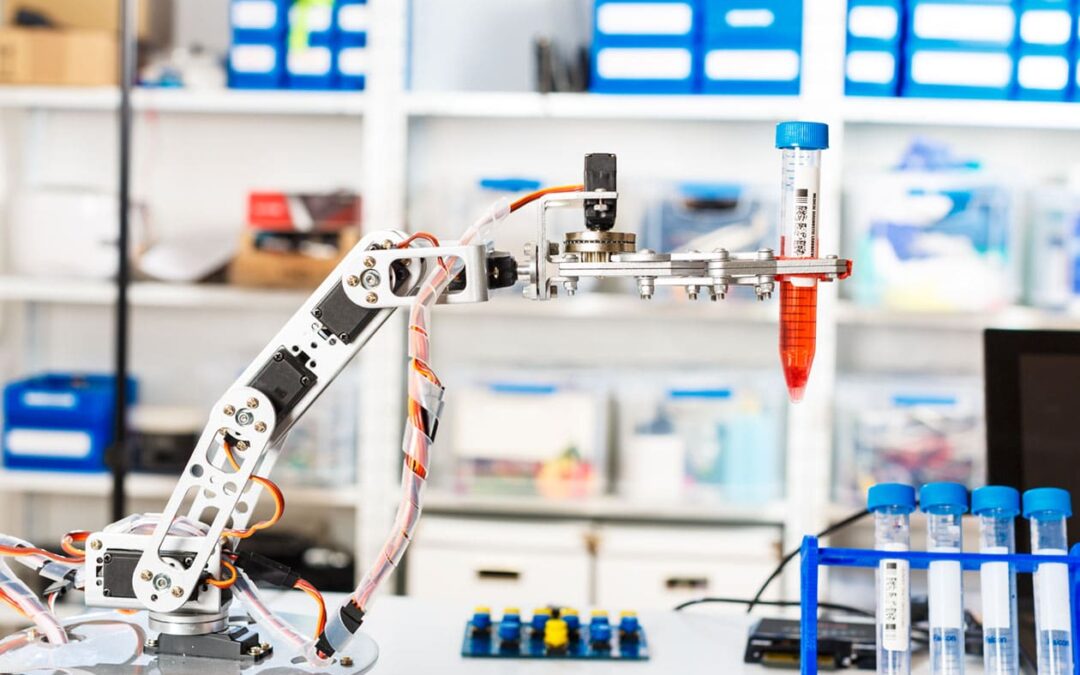
In the food production industry, maintaining high standards of hygiene, efficiency, and product safety is crucial. Span Tech Conveyors are designed to meet these rigorous demands, offering solutions that enhance productivity, ensure the safe handling of food products, and streamline operations. Whether you’re processing fresh produce, baked goods, or packaged foods, Span Tech provides conveyor systems that are perfectly suited to the unique challenges of the food production industry.
Why Choose Span Tech Conveyors for the Food Industry?
- Hygienic & Easy to Clean – Smooth surfaces, no hidden crevices, and washdown ready designs prevent contamination.
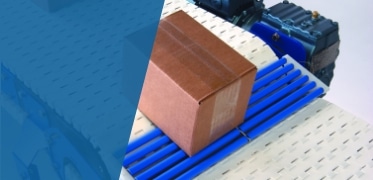
- Customizable for Any Application – Handles everything from raw ingredients to packaged goods with modular, scalable layouts.
- Seamless & Gentle Product Handling – No Jams or product damage, even for delicate or sticky foods.
- Reliable & Low Maintenance – Modular chain design reduces downtime, keeping production lines moving efficiently.
Where Our Conveyors Excel in Integration
Processing Equipment |
Sorting and Inspection Systems |
Cutting and Slicing Machines |
|
Mixers and blenders Cooking or baking stations Cooling and freezing units |
Weighing stations Metal detectors and Xray machines Vision systems |
Feeding and discharging |
Packaging Equipment |
Labeling and Coding Machines |
Filling and Dispensing Stations |
|
Primary Packaging Secondary Packaging |
Print and apply systems Date and batch coding machines |
Liquid fillers Solid product fillers |
Accumulation and Buffer Zones |
Palletizing and Shipping Stations |
Specialty Applications |
|
Accumulation tables Buffer conveyors |
Robotic or manual palletizers |
Coating stations Inspection tables |
Span Tech is a leader in conveyor innovation, offering high-quality solutions that enhance productivity, efficiency, and reliability in the food production industry. Our conveyors are specifically designed to meet the unique challenges of food processing and packaging, providing systems that ensure smooth, safe, and efficient operations.
THE FEATURES & BENEFITS
GENTLE PRODUCT HANDLING
Engineered for delicate foods, our conveyors use soft belts, small transfer gaps, and controlled speeds to minimize product damage, perfect for items from meat to fruits and pastries.
HIGH SPEED EFFICIENCY
Engineered for fast, consistent operation, these conveyors maintain precision and safety at high speeds, reducing jams and misalignment.
CUSTOMIZABLE DESIGNS
Tailored to your needs, our conveyors handle everything from raw ingredients to packaged goods, offering flexibility for sorting, cooling, and packaging diverse products.
SEAMLESS INTEGRATION
Modular and adaptable, Span Tech Conveyors easily integrate with your existing equipment, ensuring smooth, efficient operation across all production stages.
%
ON TIME SHIP RATE
FAQs About Custom Conveyors Used in the food industry
Can Span Tech conveyors handle raw and packaged food products?
Yes, Span Tech conveyors can seamlessly handle both raw and packaged food products. The customizable options such as plastic chain, drip trays, and sidewalls ensure that products remain intact during transfer and production, reducing spillage and damage.
How easy is it to clean Span Tech conveyors in food production settings?
Span Tech conveyors are incredibly easy to clean, thanks to the modular design and specialized washdown add-ons. The stainless steel design matched with plastic chain makes cleaning and sanitation a breeze.
What industries within the food sector benefit most from Span Tech conveyors?
Span Tech conveyors are ideal for a variety of food sectors, including baked goods, meat processing, dairy, frozen foods, and snack foods. Their versatility and ability to be customized make them a perfect solution for any food production facility.
 “It made our life a whole lot simpler and easier” when speaking about EZGUIDE Adjustable Guiderail
“It made our life a whole lot simpler and easier” when speaking about EZGUIDE Adjustable Guiderail
SpanTech’s EZGuide rail system has greatly improved change over times on our bottle filling line. We fill a wide range of bottle sizes and styles. The EZGuide system makes it easier and quicker to adjust between larger and smaller containers. One great feature is the lack of protruding rods from the sides of the conveyors. We are looking at installing this rail system on more filling lines in the near future.
I feel like Span Tech offered us more diversity, custom conveyors, especially for the products that we run and how we run them.
The sales and service personnel at Span Tech are always very professional and helpful throughout the entire process, from design phase, quoting, order processing and delivery of equipment. Quality equipment, professional service and knowledgeable personnel are why Arr-Tech’s choice for conveyor systems will always be Span Tech.
Paradise Tomato Kitchen has used Span Tech conveyors for our sanitary food pouch conveying systems for many years. These sanitary conveyors have provided the best cost of ownership, or the lowest net present value, of any processing conveyors we have used in our food manufacturing plants. These conveyors are easy to widen, lengthen or design for curves and angles to convey our flexible pouches between unit operations.
The quality of this product speaks for itself. Where the difference lies is in the quality of the organization. The whole Span Tech organization – Sales, Engineering, Service – works to serve customers’ needs, not just sell conveyors.









customizable
Span Tech offers tailored solutions to meet specific operational needs, whether for delicate handling or heavy-duty operations.

Durabile & Efficient
Span Tech conveyors are engineered for durability, built with high-quality materials to withstand tough environments and reduce maintenance costs. Their robust design ensures long-lasting, reliable performance, maximizing uptime and productivity for any operation.

Partnership
OEMs, Distributors, Integrators and End Users, choose Span Tech for innovative and reliable conveyor solutions tailored to unique needs. Our systems offer seamless integration, durability, and reduced maintenance, maximizing ROI and efficiency.